
PhotonFanatic
Flashlight Enthusiast
The past two days have been spent working a fair bit on my lathe, trying to learn how to knurl.
I have purchased a set of cutting knurls and their toolholder, that allow me to cut a 45-degree diamond pattern.
When you haven't even seen one of these in action, it is hard to know if you've set the tool up properly, but suffice it to say that my first few attempts fell dismally short of being satisfactory. So off to the Practical Machinist website, where I asked for advice. The replies led me to another website, from a competing manufacturer to my tooling, where there was some very instructive material posted. See this.
Armed with a little more knowledge than I had before, I managed to get something resembling what I was looking for, although it still isn't perfect. Of course, that will just mean a bit more lathe time.

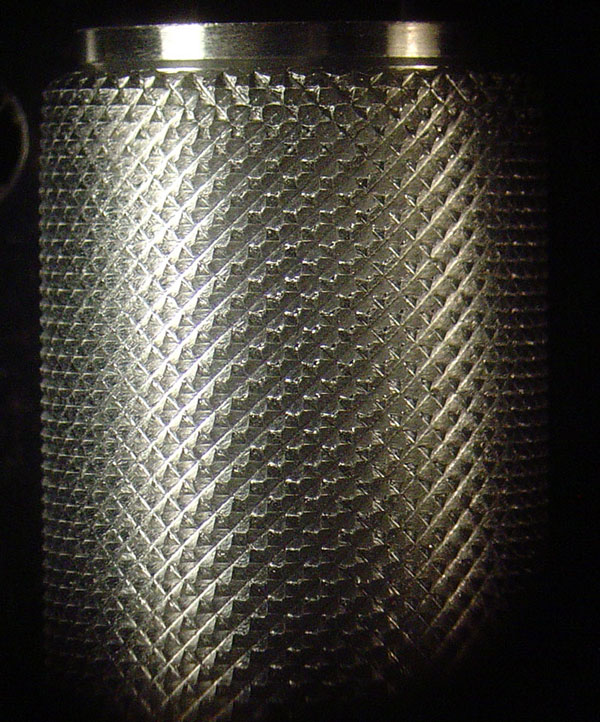
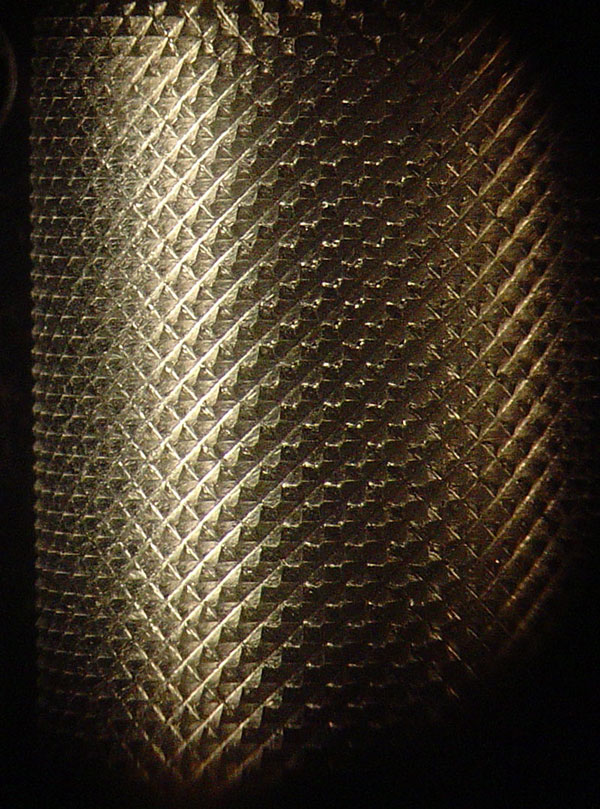
Two shots, both of the same piece, just one is darker than the other to cut down on the reflections:
I have purchased a set of cutting knurls and their toolholder, that allow me to cut a 45-degree diamond pattern.
When you haven't even seen one of these in action, it is hard to know if you've set the tool up properly, but suffice it to say that my first few attempts fell dismally short of being satisfactory. So off to the Practical Machinist website, where I asked for advice. The replies led me to another website, from a competing manufacturer to my tooling, where there was some very instructive material posted. See this.
Armed with a little more knowledge than I had before, I managed to get something resembling what I was looking for, although it still isn't perfect. Of course, that will just mean a bit more lathe time.
Two shots, both of the same piece, just one is darker than the other to cut down on the reflections:
Last edited:
")
