
Experiment: Two raw pieces of Ti anodized in different baths @ 85VDC until amperage dropped to .10. I prepared the raw Ti in a lye bath, rinsed in well water, scrubbed with dish soap in a 3M surfaced sponge and then rinsed in warm well water (handling via stainless tweezers).
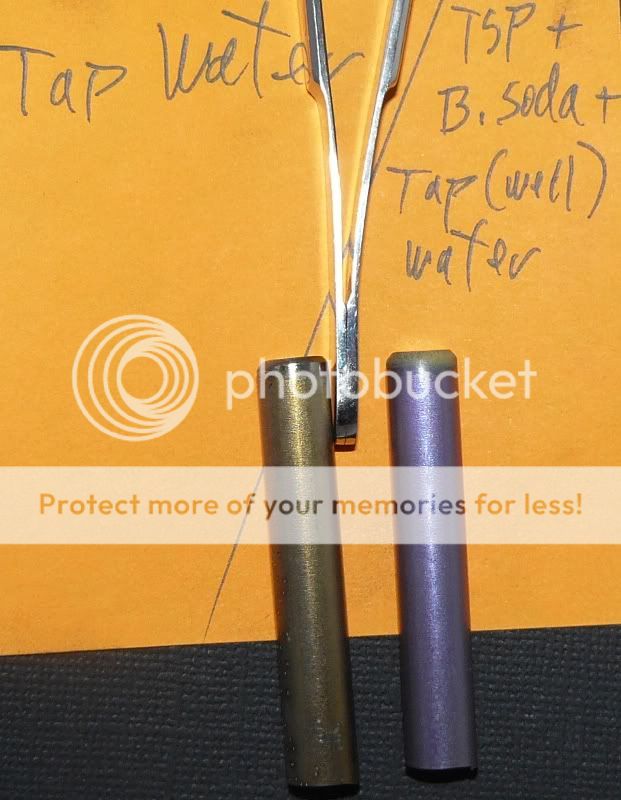
One bath: TSP, baking soda and well water.
Other bath: Well water.
I rinsed off the large Ti plate in the bath between baths but only dried off the Ti rod (connects to the target) on a towel between baths.
Result: The dirty bath quickly gave the purple anodization with lots of bubbles while the clean bath gave the gold/yellowish anodization very slowly with few bubbles. Clearly, the ingredients of the bath make a different.
Before:
After:
The setup:

oregon
One bath: TSP, baking soda and well water.
Other bath: Well water.
I rinsed off the large Ti plate in the bath between baths but only dried off the Ti rod (connects to the target) on a towel between baths.
Result: The dirty bath quickly gave the purple anodization with lots of bubbles while the clean bath gave the gold/yellowish anodization very slowly with few bubbles. Clearly, the ingredients of the bath make a different.
Before:
After:
The setup:
oregon

 Fortunately the way I formed it, none of these welds breaking caused a catastrophic failure. I came to accept the fact hat my welds were cosmetic and not structural.
Fortunately the way I formed it, none of these welds breaking caused a catastrophic failure. I came to accept the fact hat my welds were cosmetic and not structural. 



