wquiles
Flashaholic
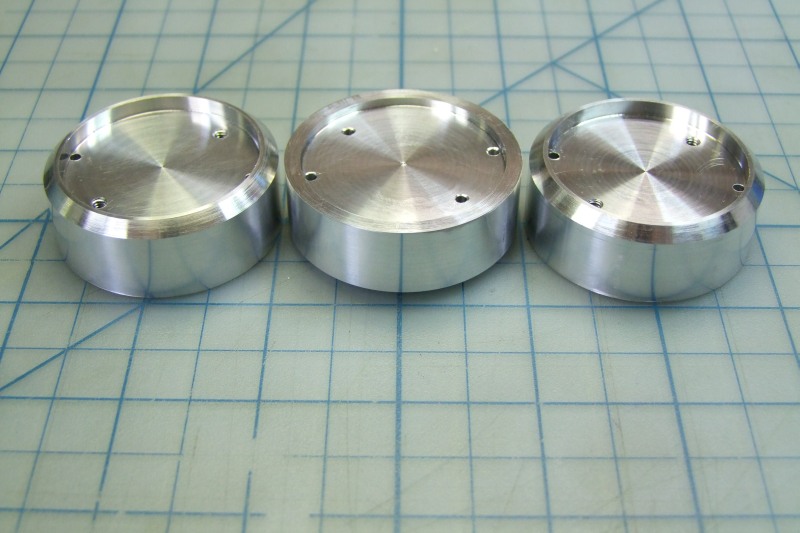
How often are you working on a part on the lathe, you need to cut it off to size, and when the part falls, it bounces, and gets damaged?
Sure, you can try something dangerous like having your hand close by to "catch" the part, but that is too risky, plus parting generates serious energy, and the cut-off piece might be "very" hot to catch anyway.
I have tried putting down a cleaning cloth, held in place by magnets, but the parts can still roll, bounce, etc..
In fact, just today, I am working on some custom parts, and the 3rd part bounced "wrong" and got damaged:
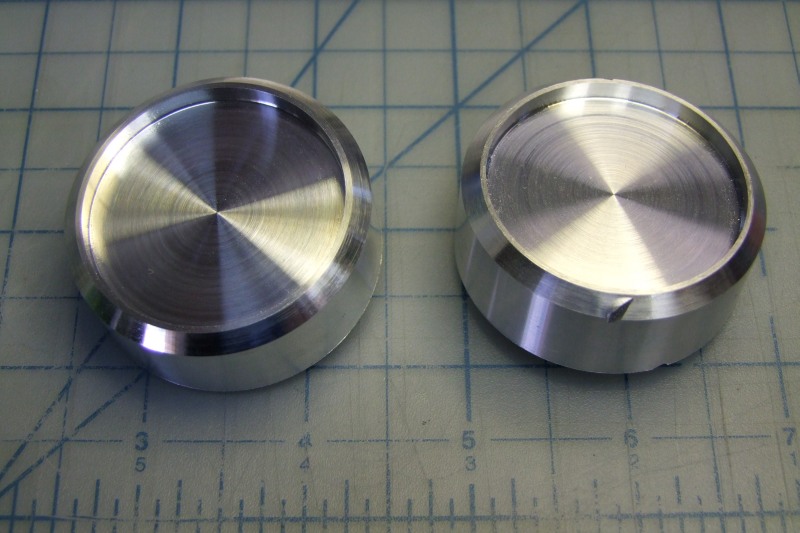

I must admit that it does not happen often, but when it does, like above, means starting all over .....
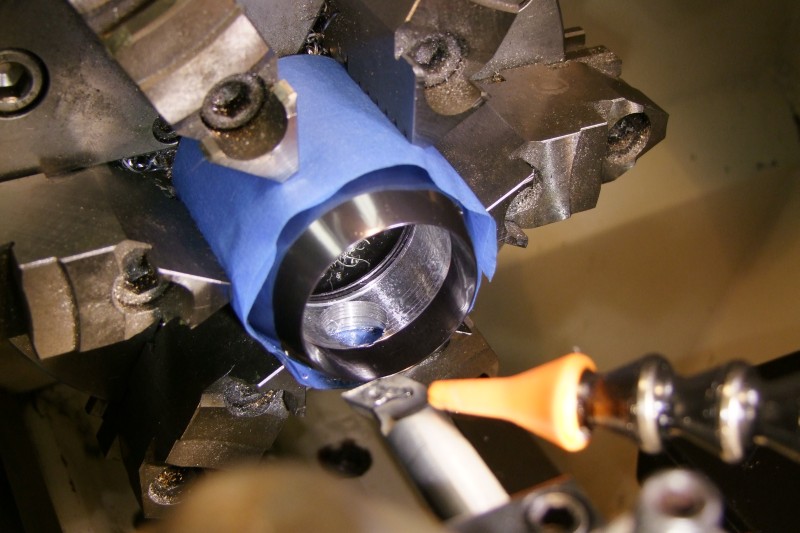
So, today I came up with the (soon to be patented!) "Cut-off parts catcher system" (I need to also try to trademark that!).
It is a very seriously looking, very complicated (and expensive to make!) "device":
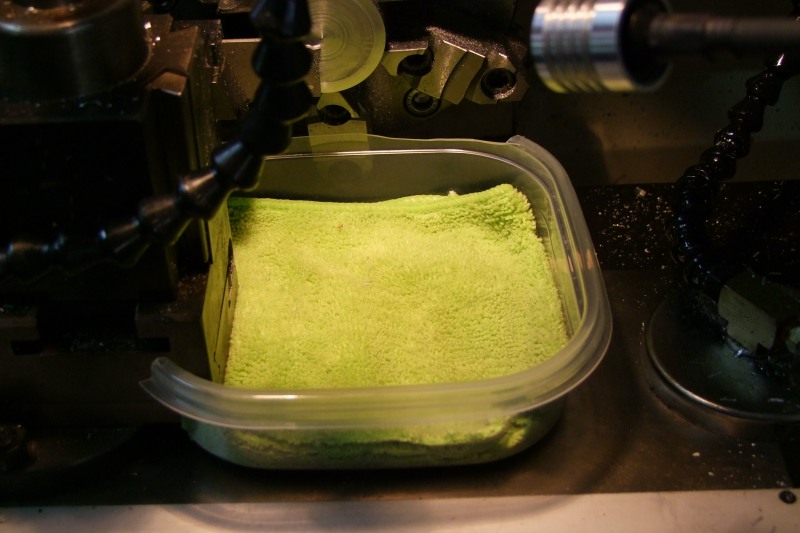
Completely manufactured in a state of the art CNC machine, and custom fitted to my own lathe:

Totally adjustable on the distance to the chuck:


And it uses a super expensive, hard to get, space-age "retention device":

Here is the complete "system" in place:

And here is a short movie showing my new "invention" in operation:
http://youtu.be/5DxZ1N-AoAw
Lathe = Precision Mathews 12x36
Spindle RPM = 900
Part diameter = 1.90"
Lubrication = Accu-Lube (near-dry system), two nozzles, with LB2000 cutting fluid
Cutting Tool = Iscar Do-Grip, 26mm blade, 0.123" insert width
Camera = FujiFilm S100FS
I can of course license it to anyone for a fee of "One million dollars !!!!" (quoting Dr. Evil from Austin Powers)
Will
Sure, you can try something dangerous like having your hand close by to "catch" the part, but that is too risky, plus parting generates serious energy, and the cut-off piece might be "very" hot to catch anyway.
I have tried putting down a cleaning cloth, held in place by magnets, but the parts can still roll, bounce, etc..
In fact, just today, I am working on some custom parts, and the 3rd part bounced "wrong" and got damaged:
I must admit that it does not happen often, but when it does, like above, means starting all over .....
So, today I came up with the (soon to be patented!) "Cut-off parts catcher system" (I need to also try to trademark that!).
It is a very seriously looking, very complicated (and expensive to make!) "device":
Completely manufactured in a state of the art CNC machine, and custom fitted to my own lathe:
Totally adjustable on the distance to the chuck:
And it uses a super expensive, hard to get, space-age "retention device":
Here is the complete "system" in place:
And here is a short movie showing my new "invention" in operation:
http://youtu.be/5DxZ1N-AoAw
Lathe = Precision Mathews 12x36
Spindle RPM = 900
Part diameter = 1.90"
Lubrication = Accu-Lube (near-dry system), two nozzles, with LB2000 cutting fluid
Cutting Tool = Iscar Do-Grip, 26mm blade, 0.123" insert width
Camera = FujiFilm S100FS
I can of course license it to anyone for a fee of "One million dollars !!!!" (quoting Dr. Evil from Austin Powers)
Will
")